Bending, and un-bending copper tubing
-
daysaver1
- Steam on Deck

- Posts: 49
- Joined: Thu Dec 10, 2009 11:21 am
- Boat Name: No Boat Yet
- Location: Livermore, CA
- Contact:
Bending, and un-bending copper tubing
I finally finished my stainless economizer and am now plumbing it to the feedwater system. After fabricating a couple mandrals to bend the 1/2", Type L rigid copper I soon learned that rigid doesn't bend well...especially around 2 inch radius. So off I went and bought some "flexible" Type L 1/2" tubing in a roll. Now I find myself facing another problem...how does one straighten this coil in order to have nice looking straight runs between bends? Should I assume the tubing was work hardened when the factory curved it into a coil meaning I need to anneal it before straightening, then annealing again before bending to my needs?
Co-Captain...S.L. Reward
-
gondolier88

- Full Steam Ahead

- Posts: 290
- Joined: Fri Jun 18, 2010 8:54 pm
- Boat Name: No Boat Yet
Re: Bending, and un-bending copper tubing
Hi,
This is what's used in industry ( http://wirestraightener.com/wire-straighteners/ )- wouldn't be too hard to make one really- as long as the tube is captured all the way round it comes out the other side straight.
Yes, the coils usually are work hardened when they arrive from the factory- but that is what you want when you are straightening them, then anneal to bend around your former.
Greg
This is what's used in industry ( http://wirestraightener.com/wire-straighteners/ )- wouldn't be too hard to make one really- as long as the tube is captured all the way round it comes out the other side straight.
Yes, the coils usually are work hardened when they arrive from the factory- but that is what you want when you are straightening them, then anneal to bend around your former.
Greg
-
daysaver1
- Steam on Deck
- Posts: 49
- Joined: Thu Dec 10, 2009 11:21 am
- Boat Name: No Boat Yet
- Location: Livermore, CA
- Contact:
Re: Bending, and un-bending copper tubing
After four failed attempts I finally achieved success today. I first heated the coil tubing to red and with "hints" from the web, cooled in cold water to keep it soft (???). I had made a straight, aluminum 5/8 channel to hold the tubing in my bender so used that as a tray to manually bend the tube back straight...or as close as I thought reasonable. I then soldered a solder/NPT adapter on one end and while the tube was still hot, I re-heated the center where I planned to bend the curve. I packed the tube with sand as tight as I could, then soldered a cap on the other end.
With my 5/8 mandrals and the help of the straight channel, I carefully bent the tube into 180 degrees at about 1.5" radius. It worked!! Now with the sand removed and the two ends cut off, I'm ready to flare the ends, silver braze a couple connections up stream and I'm ready to button this thing up.
With my 5/8 mandrals and the help of the straight channel, I carefully bent the tube into 180 degrees at about 1.5" radius. It worked!! Now with the sand removed and the two ends cut off, I'm ready to flare the ends, silver braze a couple connections up stream and I'm ready to button this thing up.
Co-Captain...S.L. Reward
-
fredrosse

- Full Steam Ahead
- Posts: 1925
- Joined: Fri Nov 20, 2009 5:34 am
- Boat Name: Margaret S.
- Location: Phila PA USA
- Contact:
Re: Bending, and un-bending copper tubing
In order to anneal (soften) copper tubing, it is necessary to bring it only to soldering temperature (about 650F). Red Hot is far more than is necessary, although red hot works also. Quenching in water is not necessary for the annealing process, it does not matter if you quench the hot copper tube or not, it will be just as soft either way. In the USA, most of the straight lengths of tubing are work hardened (hard), and the coiled tubimg is generally already annealed (soft) when purchased.
-
DetroiTug

- Full Steam Ahead
- Posts: 1863
- Joined: Fri Nov 27, 2009 5:56 pm
- Boat Name: Iron Chief
- Location: Northwest Detroit
Re: Bending, and un-bending copper tubing
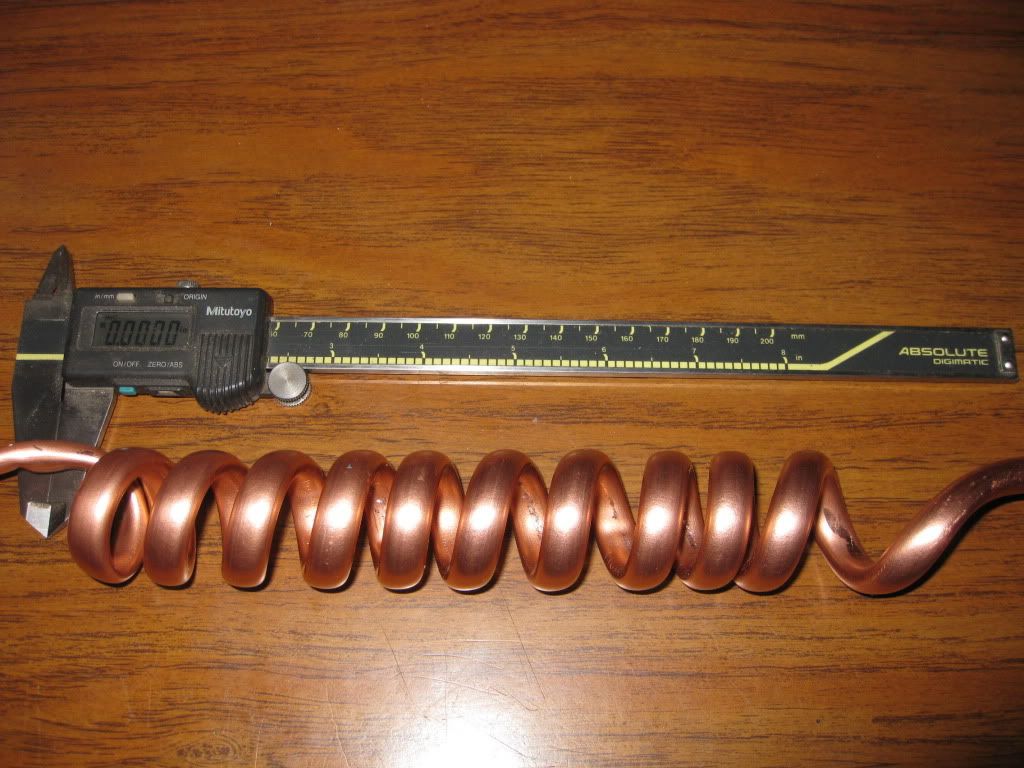
Yep, just fill it full of sand (I used fine silica) and fold the ends over, no annealing necessary. This is 3 feet of refrigeration copper wound on a .75" mandrel.
-Ron
-Ron